


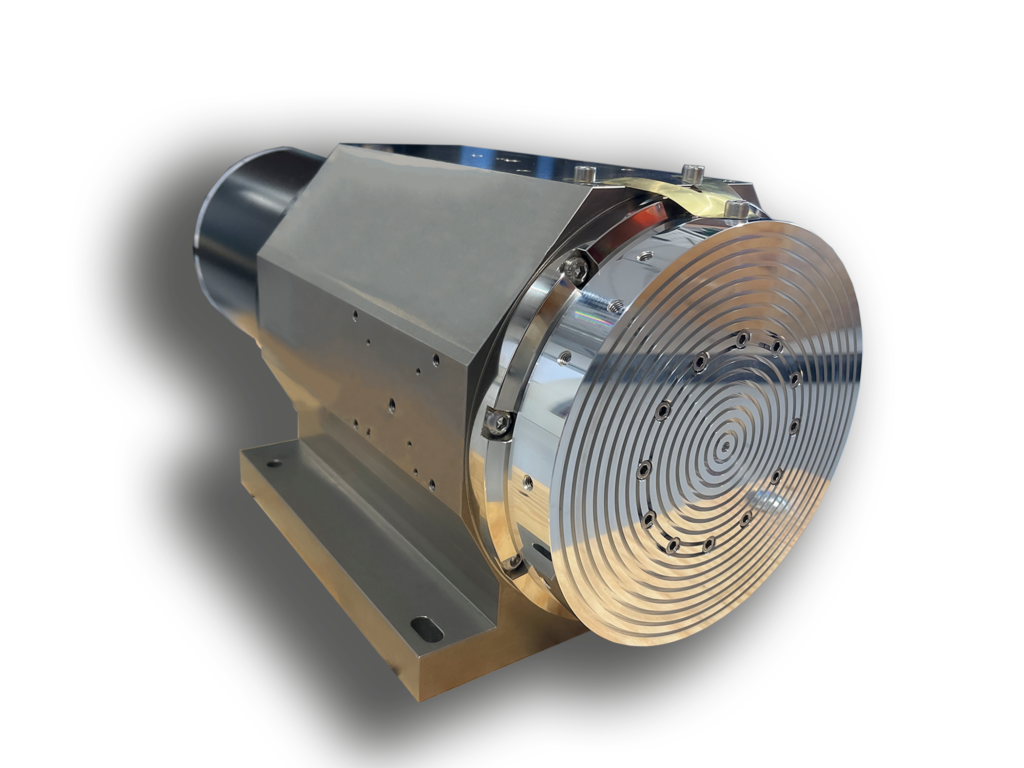
Funktion
Unsere Spindellösungen ASD-Px für Werkstückrotation und -orientierung vereinen ultrapräzise Genauigkeiten mit Rotationstreuen besser als 15 nm (Error-Motion) zusammen mit den höchsten Spindelsteifigkeiten und Tragfähigkeiten auf dem Markt. Durch die konsequent symmetrische Konstruktion und einer hocheffizienten Dünnfilm-Flüssigkeitskühlung ist das Wellenwachstum von dem kaltem Zustand und dem Stillstand zu dem durchgewärmtem Zustand bei 10.000 Upm kleiner als 1 µm (bei einer Durchwärmzeit unter 8 Minuten).
Darüber hinaus ermöglicht das schlanke Patronendesign sowohl den Einsatz in horizontalen Bearbeitungszentren als auch in vertikalen mit geschlossenem Spindelstock.
Resultat
Als Resultat erhält der Anwender in der ultrapräzisen Zerspanung eine Spindellösung für alle Belange der Werkstückrotation:
- Zur Bearbeitung von besonders großen Werkstücken bei geringen Drehzahlen,
- bei der Bearbeitung von besonders kleinen Werkstücken mit hohen Drehzahlen
- oder zur präzisen Orientierung im Achsmodus.
Durch die Hochleistungs-Motoroption mit einem Konstantdrehmoment von 13,5 Nm und ihrer hohen Rotationstreue ist unsere ASD-Px zudem als Werkzeugspindel zur Aufnahme und großen Schleifscheiben geeignet. Mit deutlicher Reduzierung des sog. “Sub-Surface Damage” beim Schleifen von Glaslinsen wird somit der nachfolgende und langwierige Polierprozess um einen Großteil gemindert.
Ganz gemäß unseres Mottos: “Ultra-Precision meets Industrial Grade“
.
ASD-Px/ ASD-PH63M – Auf einen Blick

Gehäusedurchmesser:
Drehzahl:
Schnittstelle Spannfutter:
Spannfutter:
Motor:
Konstant-Motordrehmoment, Hochleistungsoption (CNC):
Konstant-Motordrehmoment, Eisenlosoption (UP):
Drehencoder, Achsbetrieb:
Drehencoderalternativen, absolut:
Drehencoder, Spindelbetrieb:
Dritte Encoderoption:
Mediumdurchführung:
Länge:
Gewicht:
175 mm / Flansch: 214,5 mm
10.000, 12.000 Upm (andere Drehzahlen auf Anfrage)
Planscheibe, geschliffen, D120
Vakuumspannfutter, Nullpunktspannfutter
Permanentmagnet-Synchron, 6-Pol, 3 Phasen
13.5 Nm
6.5 Nm
11.840 Perioden optisch 1VSS SinCos mit Nullfahne
BiSS-C, FANUC, Mitsubishi-2/4, DRIVE-CLiQ
253 Perioden GMR 1VSS SinCos mit Nullfahne
Encoder Achsbetrieb oder Encoder Spindelbetrieb
Vakuum, Druckluft, Ölnebel
500 mm
59 kg (ohne Spindelblock, mit Carbongehäuse)
| ASD010Px | |||
| Allgemein | Gehäuse- / Flanschdurchmesser | [mm] | 175 / 214,5 |
| Länge über Alles | [mm] | 510 (ohne Anschlü.) | |
| Gewicht | [kg] | 59 | |
| Drehzahl | [kUpm] | 10 (12 optional) | |
| Motor "Hochleistung", max. 400 V | Typ | [-] | 3 Phasen, BL-DC, synchron |
| Konstantdrehmoment S1 | [Nm] | 16 | |
| Polzahl | [-] | 6 | |
| max. Phasenspannung | [V] | 350 | |
| Nennstrom | [A] | 33 | |
| Spitzenstrom | [A] | 60 | |
| Wellenleistung | [kVA] | 17 | |
| Motor "Ultrapräzision", max. 400 V | Typ | [-] | 3 Phasen, Synchron |
| Konstantdrehmoment S1 | [Nm] | 6,5 | |
| Polzahl | [-] | 6 | |
| max. Phasenspannung | [V] | 380 | |
| Nennstrom | [A] | 10 | |
| Spitzenstrom | [A] | 20 | |
| Wellenleistung | [kVA] | 6,8 | |
| Drehencoder "Achsbetrieb" | Typ | [-] | optisch, inkrementell |
| Perioden | [-] | 11840 | |
| Signal A/B | [-] | SinCos, 1 VSS | |
| Nullfahne | [-] | ja (analog) | |
| Alternativen (absolut) | [-] | BISS-C (18 / 26 / 32-bit) | |
| Mitubishi-2/4 (23 / 27-bit) | |||
| Fanuc (23 / 27-bit) | |||
| Drive-CliQ (26 / 29-bit) | |||
| *) Drehencoder "Spindelbetrieb" | Typ | [-] | GMR, inkrementell |
| Perioden | [-] | 253 | |
| Signal A/B | [-] | SinCos, 1 VSS | |
| Nullfahne | [-] | ja (an./dig.) | |
| Spannfutteranbindung | Planscheibe, Durchmesser | [mm] | 120 |
| **) Werkstückschnittstellen | Vakuumspannfutter, Durchmesser | [mm] | 150-200 |
| Nullpunktspannfutter | [mm] | Erowa ER-047777 | |
| Lagersystem | Versorgungsdruck | [bar] | 6 - 10 |
| Reinheitsklasse, ISO | [-] | 2 | |
| Radiale Nullpunktsteifigkeit an Planscheibe | [N/µm] | > 180 | |
| Radiale Tragfähigkeit an Wellennase | [N] | > 1800 | |
| Axiale Nullpunktsteifigkeit | [N/µm] | > 230 | |
| Axiale Tragfähigkeit | [N] | > 2100 | |
| Stabilität und Präzision | Rotationstreue (Error-Motion) | [nm] | < 15 |
| Durchwärmzeit | [Min] | < 9 | |
| Axiales Wellenwachstum | [µm] | < 0,8 | |
| Winkelpositioniergenauigkeit | ["] | < 5 |
*) kann bei absolutem Drehencoder für den Achsbetrieb entfallen
**) Option
Hochleistungs-Motor
Ein Konstantdrehmoment von 13.5 Nm erlaubt die Aufnahme von großen Schleifscheiben und verwandelt unsere ASD-Px in eine Werkzeugspindel zur Aufnahme von großen Schleifscheiben.

Absolut messende Drehencoder
Durch die Verwendung von absolut zählenden Drehencodern als Ersatz für den als Standard verwendeten optischen und inkrementell messenden Drehencoder können höhere Auflösungen erreicht werden. Folglich ist ein zweiter Encoder für den Spindelbetrieb und höhere Drehzahlen überflüssig. Während der als Standard verwendete, hochauflösende und inkrementell messende Drehencoder nur Drehzahlen bis 3.500 Upm erlaubt, können die absolut messenden Alternativen den gesamten Drehlbereich abdecken. Verfügbare Protokolle sind: Biss-C; Mitsubishi 2-/4-wire; Fanuc und Drive-CliQ

Werkstückspannung
Die Spannfutterschnittstelle besteht aus einer geschliffenen Planscheibe mit einem Durchmesser von 120 mm und einem standardisierten Lochkreismuster. Hieran können eigene oder auch kommerziell verfügbare, rotative Werkstückspannvorrichtungen angebracht werden. Wir bieten unseren Kunden folgende Optionen:
– Vakuumspannfutter mit Durchmessern 150 / 200 mm
– Nullpunktspannfutter Erowa ER-047777
Gerne entwickeln wir auch für Sie persönlich die Anbindung Ihres eigenen Wunschsystems. Sprechen Sie uns an.

Auftischmodell
Für die Verwendung in horizontalen Bearbeitungszentren bieten wir unsere ASD-Px als Auftischmodell an, welches die direkte Montage auf Tischen und die Befestigung von Vermessungskameras erlaubt. Die axial weiche und radial steife Stützmembran am hinteren Ende des Spindelstocks erhöht hierbei die Einspannsteifigkeit.

- Download Installationszeichnung
Laden und speichern Sie betreffende Installationszeichnung für unsere ASD-Px
Rotationstreue (Error-Motion)
Definition: Der Zahlenwert der Error-Motion umfasst alle Synchron- und Asynchronfehlerabweichungen der Wellerotation von der theoretischen Rotationsachse, ohne den fundamentalen Synchronfehler (Fundamentaler Synchronfehler = Dynamischer Rundlauf).
Levicron entwickelte eigene Prüfstände und mathematische Verfahren für die Messung und Auswertung der Spindel-Rotationstreue (Error-Motion). Hierbei wir durch ein spezielles Auswerteverfahren der Spindelfehler vom Fehler des angemessenen Objektes (z. B. Kugel) getrennt. Mit hochauflösenden und schnell abtastenden kapazitiven Sensoren und einer eigenen Auswertesoftware wird die Rotationstreue aller unserer ultrapräzisen Motorspindeln verifiziert. Unsere ASD-Px ist mit besseren 15 nm axialen und radialen Wellenfehlbewegungen spezifiziert.
Nebenstehende Messung der axialen Wellenbewegung zeigt jedoch, dass mit einem PV-Wert von 8 nm dies weit unterschritten wird.

Axiales Wellenwachstum und Durchwärmzeit
Wie in nebenstehendem Versuchsschrieb ersichtlich, erlaubt die hocheffiziente Dünnfilmflüssigkeitskühlung eine Durchwärmzeit von kaltem Zustand und Stillstand auf Nenndrehzahl – 10.000 Upm in diesem Fall – von unter 9 Minuten. Dies erlaubt einen stabilen und mit der Zeit absolut unveränderlichen Betrieb der Spindel bei gleichbleibender Drehzahl. Verglichen mit anderen verfügbaren Werkstückspindeln ist dies um ein vielfaches kürzer.
Die einzigartige Spindelkonstruktion kompensiert thermische axiale Wellendehnungen mit der Fliehkraftdehnung und weist für unsere ASD010P120 (10.000 Upm) beispielsweise ein axiales Spindelwachstum von unter 0,7 µm auf (für den Betrieb von kaltem Zustand und Stillstand bis durchgewärmt und 10.000 Upm). Die axiale Wellendehnung bei Drehzahlsprung von 0 auf 10.000 Upm ist fliehkraftbedingt. Hier weitet sich die Welle aufgrund der Fliehkraftlast auf, wird kürzer und zieht sich in das Spindelgehäuse. Durch die hierzu optimierte Spindelkonstruktion wird dies folglich durch das nachfolgende thermische Wachstum bis zu einem absoluten Wert von 0,7 µm kompensiert.
Der Anwender kann damit nicht nur nach einer extrem kurzen Durchwärmzeit, sondern zudem mit einem auf dem Markt einzigartig geringen axialen Wachstum eine thermisch stabile und unbegrenzt unveränderliche Bearbeitung starten.
