


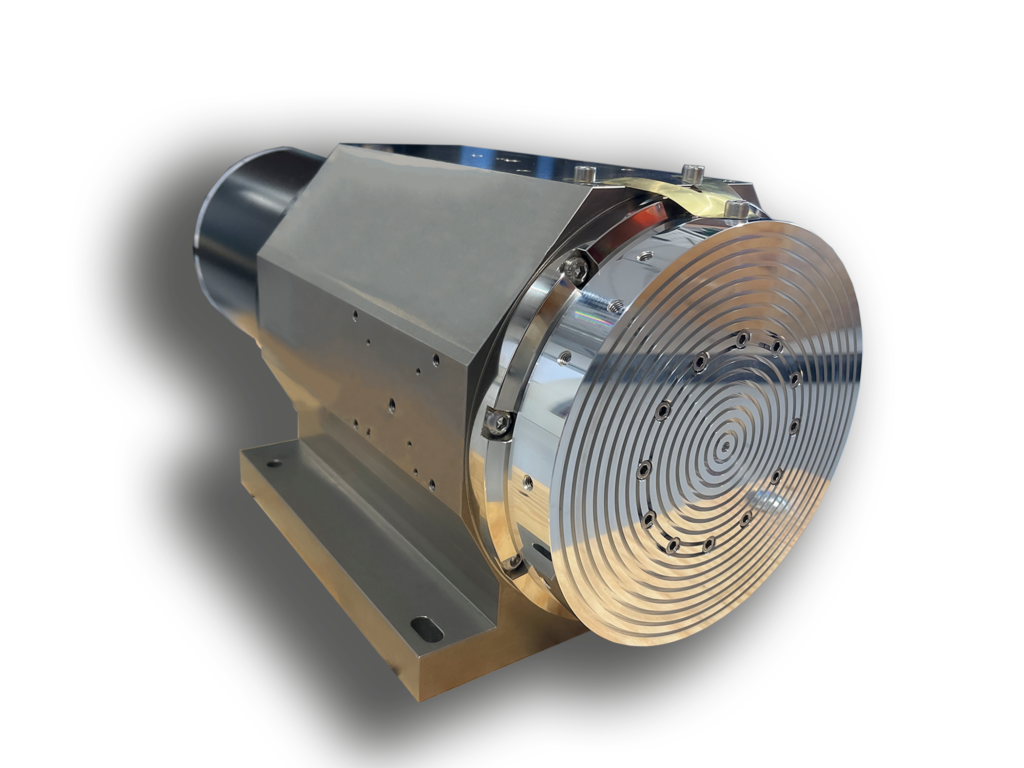
Function
With a spindle error (Error-Motion) of under 15 nm, our ASD-Px has the highest stiffness and load capacity for an aerostatic work-holding spindle. Our ASD-Px combines Ultra-Precision with speed and robustness for the machining and positioning optics, optical components, or any other parts that require Ultra-Precision Machining.
A spindle soaks time of under 9 minutes (cold and standstill to 10 krpm), and a thermal shaft growth of less than 0.8 micron is achieved by the strictly symmetrical design combined with our efficient thin-film liquid cooling technology.
The cartridge design with axial spindle connectors allows its use in horizontal and vertical machining centers with closed spindle stocks. The “High-Torque” motor option gives 14 Nm motor torque (S1) and allows to carry even large grinding wheels. Grinding large glass lenses with our ASD-Px or ASD-PH63M lowers the sub-surface damage and the following polishing process.
As a result, the user gets an ultra-precision work-holding spindle for the manufacture and positioning of optical components, doesn’t matter if it’s the machining of huge metal mirrors at low speeds or at high speed.
… according to our slogan: “Ultra-Precision meets Industrial Grade“
ASD-Px/ ASD-PH63M – At a glance

Body – / Flange Diameter:
Max. Speed:
Work-Holding Inbterface:
Part Holding:
Motor:
Motor Torque, “High-Torque” Option (CNC):
Motor Torque, “Ultra-Precision” Option (UP):
Rotary Encoder, Axis Mode:
Alternatives, absolute Rotary Encoders:
Rotary Encoder, Spindle Mode:
Third Encoder Option:
Rotary Feedthrough, Medium:
Length:
Weight:
175 mm / 214.5 mm
10,000, 12,000 rpm (other spindle speeds on request)
Precisely ground Face Plate, D120
Vacuum Chuck, Zero-Point Chuck
Permanentmagnet-Synchron, 6-Poles, 3 Phases
13.5 Nm
6.5 Nm
Optical 1 VSS SinCos, 11,840 Lines + Zero Flag 1)
BiSS-C, FANUC, Mitsubishi-2/4, DRIVE-CLiQ
GMR 1 VSS SinCos, 253 Lines + Zero Flag 2)
1) or 2)
Vacuum, Air, Oil-Air
500 mm
59 kg (with carbon fibre housing, without crosstable mount)
| ASD010Px | |||
| General | Body - / Flange Diameter | [mm] | 175 / 214.5 |
| Length | [mm] | 510 (w/o connectors) | |
| Weight | [kg] | 59 | |
| Max. Speed | [krpm] | 10 (12 optional) | |
| Motor "high-torque", max. 400 V | Type | [-] | 3 Phases, BL-DC |
| Constant Torque S1 | [Nm] | 16 | |
| Poles | [-] | 6 | |
| max. Phase Voltage | [V] | 350 | |
| Nominal Current S1 | [A] | 33 | |
| Peak Current | [A] | 60 | |
| Shaft Power S1 | [kVA] | 17 | |
| Motor "iron-less", max. 400 V | Type | [-] | 3 Phases, Synchron |
| Constant Torque S1 | [Nm] | 6.5 | |
| Poles | [-] | 6 | |
| max. Phase Voltage | [V] | 380 | |
| Nominal Current S1 | [A] | 10 | |
| Peak Current | [A] | 20 | |
| Shaft Power S1 | [kVA] | 6.8 | |
| Rotary Encoder "Axis Mode" | Type | [-] | optical, inkremental |
| Cycles / Lines | [-] | 11840 | |
| Signal A/B | [-] | SinCos, 1 VSS | |
| Zero Flag | [-] | yes (analog) | |
| Alternatives (absolute) | [-] | BISS-C (18 / 26 / 32-bit) | |
| Mitubishi-2/4 (23 / 27-bit) | |||
| Fanuc (23 / 27-bit) | |||
| Drive-CliQ (26 / 29-bit) | |||
| *) Rotary Encoder "Spindle Mode" | Type | [-] | GMR, inkremental |
| Cycles / Lines | [-] | 253 | |
| Signal A/B | [-] | SinCos, 1 VSS | |
| Zero Flag | [-] | yes (an./dig.) | |
| Chuck Interface | Face Plate Diameter | [mm] | 120 |
| **) Tool Interfaces | Vacuum Chuck Diameter | [mm] | 150-200 |
| Zero-Point Chuck | [mm] | Erowa ER-047777 | |
| Bearing System | Supply Pressure | [bar] | 6 - 10 |
| Air Purity, ISO | [-] | 2 | |
| Radial conc. Stiffness at Spindle Nose | [N/µm] | > 180 | |
| Radial Load Capacity at Spindle Nose | [N] | > 1800 | |
| Axial conc. Stiffness | [N/µm] | > 230 | |
| Axial Load Capacity | [N] | > 2100 | |
| Stability and Accuracy | Error-Motion | [nm] | < 15 |
| Thermal Soak Time | [Min] | < 9 | |
| Axial Shaft Growth | [µm] | < 0,8 | |
| Angular Position Accuracy | ["] | < 5 |
*) can be omitted with absolute rotary encoder for axis operation
**) option
- High-Torque Motor
The High-Torque Motor Option gives 13.5 Nm constant motor torque and allows the use of large grinding wheels with our ASD-PH63M.

- Absolute Optical Rotary Encoder
Replacing the standard optical incremental encoder by an absolute encoder with serial protocol allows spindle speeds of up to 28.000 rpm and makes the otherwise required spindle mode encoder redundant. Available serial protocols are:
– Biss-C
– Mitsubishi 2-/4-wire
– Fanuc
– Drive-CliQ

- Work Holding Options
The work holding interface of our ASD-Px is a precisely ground face plate with 120 mm in diamter and a standardized pattern with tapped holes. At these any commercially available or custom work holding device can be mounted. We have tested the following options and made them available to our customers:
– Vacuum Chuck, diameter 150 – 200 mm
– Zero-Point Chuck Erowa ER-047777
Of course we also offer the development of the right work holding for your application. Please contact us.

- Cross Table Model
For their use with horizontal machining centers our ASD-Px and ASD-Ph63M can be offered with a spindle mount that allows an operation without a spindle stock. A diaphragm at the rear end of the spindle block increases the stiffness of the spindle clamp.

- Download installation drawing
Download and save relevant installation drawings for our ASD-Px
- ASD-Px – At a Glance

- Error-Motion
Definition: The value of the so called Error-Motion includes any synchronous and asynchronous spindle error from the theoretical perfect axis of rotation, but without the fundamental (fundamental = run-out)
Levicron has developped mathematical methods and test benches for the multi-probe measurement of Spindle Motion Errors. Here we go through a special evaluation of the spindle error from the error of the appropriate object (eg. B.) ball isolated. Using high-resolution and fast scanning capacitive sensors and a separate evaluation rotation loyalty of all our ultraprecise motor spindles is verified. Our ASD-Px is specified with better 15 nm axial and radial shaft wrong movements.
However the Measurement to the right showing the spindle axial error makes clear that with 8 nm PV this value often is lower and thus guarantees ultra-precision machining and work-holding.

- Axial Shaft Growth and Spindle Soak Time
As it can be seen on the test results to the right our high-efficient thin-film liquid cooling technology gives a spindle soak time from cold and standstill to 10.000 rpm and warmed through of under 9 minutes. This allows a stationary operation after this time at the same speed and is industry leading.
The spindle design itself also compensates for thermal axial growth and axial growth resulting from centrifugal load and gives a total axial shaft displacement from cold and standstill to 10.000 rpm and warmed through of under 0.7 micron.The axial shaft expansion at speed jump from 0 to 10,000 rpm is centrifugal force. Here, the shaft expands due to centrifugal force load on, is shorter and takes place in the spindle housing. This is compensated by the following subsequent thermal growth to an absolute value of 0.7 microns by duly optimized spindle structure.
The user can not only by an extremely short soaking time, but also with a unique in the market low axial growth a thermally stable and unchanging unlimited processing starten.
