Über die “ASD-Cx & UASD-Cx”
mit radial orientierten Spindelanschlüssen
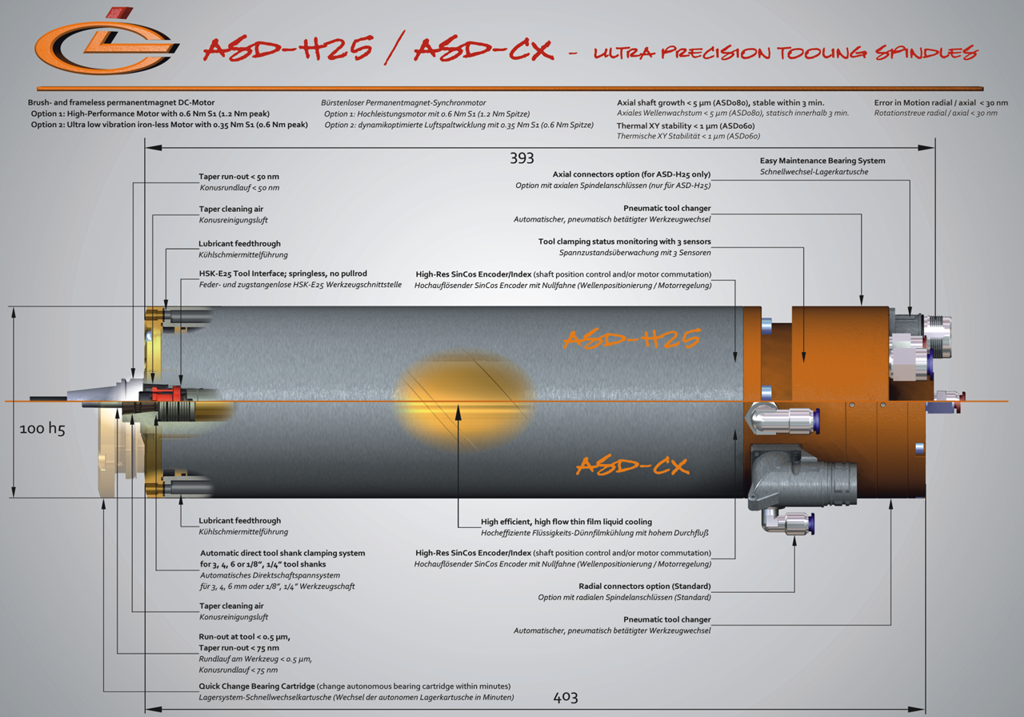
- Hohe Drehzahlen für die Erzeugung optischer Oberflächen bis zu 100.000 Upm
- Geringe Error-Motion Werte für die Bearbeitung von optischen Komponenten
- Auch mit einem hochdruck-aerostatischem Lagersystem (UASD-Cx) verfügbar
- Besitzt ein automatisches Präzisionsspannzangensystem
Unsere Spindellösungen ASD-Cx/ UASD-Cx (x = Werkzeugschaft Durchmesser) vereinen ultrapräzise Spindelqualitäten zur Erzeugung optischer Oberflächen mit der Robustheit und Funktionalität aktueller Werkzeugspindeln für die CNC-Bearbeitung. Die Modelle sind mit einem selbst entwickelten und automatischen Präzisionsspannzangensystem ausgestattet und erlauben somit höchste Drehzahlen bis zu 100.000 Upm. Diese sind mit einer höchstpräzisen Werkzeugspannung mit garantierten statischen Rundläufen am Werkzeug von kleiner 0.5 µm TIR gepaart. Auch hier findet der selbst entwickelte hochauflösende Drehencoder, mit einer effizienten Dünnfilm-Flüssigkeitskühlung sowie einem Stahlgehäuse mit standardisiertem Durchmesser, seinen Einsatz. Darüber hinaus garantiert er Flexibilität, höchste thermische Stabilität und hohe Abtragsraten durch hohe Spindelsteifigkeiten und -belastbarkeiten.

Als Resultat erhält der Anwender bei ultrapräzisen Bearbeitungen bzw. CNC Anwendungen eine bisher nie dagewesene Präzision, thermische Stabilität und die Möglichkeit zur Bearbeitung optischer Oberflächen in Fräs- und Schleifanwendungen.
Ultrapräzise aerostatische Werkzeugspindel mit automatischem Spannzangensystem

ASD-Cx
Unsere im Haus entwickelten und gefertigten Spannzangen bieten einzigartige statische Rundläufe von garantierten 0,5 µm am Werkzeug. Als Standard ist unsere ASD-Cx auf eine Spannzange abgestimmt und optimiert.
Auf Kundenwunsch kann die verbaute Spannzange gegen eine mit einem anderem Spanndurchmesser selbst ausgewechselt werden. Hierzu stehen folgende Spanndurchmesser zur Verfügung:
- 6 mm, 4 mm oder 3mm
- 1/4″ und 1/8″

ASD-CLT
Einige wichtige Anwendungen wie das Drehen von Kontaktlinsen erfordern das Spannen von Schäften von 1/2″ (12,7 mm). Bislang konnte die integrierte automatische Präzisionsspannzange Werkzeugschäfte bis zu 1/4″ abdecken (siehe links). Basierend auf einer bewährten Konstruktion ist unsere ASD-Cx jetzt auch für das Spannen von 1/2″ Schäften erhältlich, um Blockstücke zu halten, die zum Beispiel für die Bearbeitung von Kontaktlinsen benötigt werden. Die neue Spannzangenkonstruktion kennzeichnet folgende Spanndurchmesser:
- 1/2″ (12,5 mm (0,49″) bis 13 mm (0,51″))
- ASD-Cx/ UASD-Cx auf einen Blick
- ASD-Cx und UASD-Cx (mit Hochdruck-Aerostatik) im Vergleich
- Zum Download
- Video
| Gehäusedurchmesser | 100 mm |
| Länge | 395 mm / 415 mm |
| Gewicht | 16 kg |
| Nenndrehzahl | 60.000 Upm/ 80.000 Upm/ 100.000 Upm *) |
| Werkzeugschnittstelle | Präzisionsspannzange, pneumatisch betätigt |
| Werkzeugspanndurchmesser | 100 mm |
| Anschlüsse | 1/4", 1/8", 6 mm, 4 mm, 3mm, 1/2" |
| Motoroptionen | 400 V max., Hochleistung, 0,7 Nm S1 / 200 V max., Hochleistung, 0,7 Nm S1 |
| 400 V max., Luftspaltwicklung, 0,33 Nm S1 / 200 V max., Luftspaltwicklung, 0,33 Nm S1 | |
| Lageregelung | 1 VSS SinCos, 80 Striche, mit Referenz |
| Werkzeugwechselsystem | pneumatisch, Konusreinigungsluft |
| Kühlung | Dünnfilm-Flüssigkeitskühlung |
| Lagersystem | aerostatisch (ASD-Cx) / hochdruckaerostatisch (UASD-Cx) |
| Genauigkeit, Dynamik | statisch am Werkzeug < 0,5 µm |
| Rotationstreue (Error-Motion) < 30 nm | |
| *) andere Drehzahlen auf Anfrage |
Genau wie unsere ASD-H25 bzw. ASD-H25A mit federloser HSK-E25 Werkzeugspannung ist auch unsere ASD-Cx mit Direktschaftspannung als hochdruckaerostatische Variante (UASD-Cx) verfügbar. Mit einem Lagerdruck von 20 – 30 bar erreicht diese eine Tragkraftsteigerung von 300% sowohl in axialer als auch radialer Richtung und bietet neben den damit unveränderten Dynamik- und Genauigkeitswerten eine deutliche Robustheitssteigerung.
| ASD060Cx | UASD060Cx *) | ||
| Versorgungsdruck | [bar] | 6 - 10 | 20 - 30 |
| Drehzahl | [rpm] | 0 - 60.000 | 0 - 60.000 |
| Statische Radialbelastbarkeit an Spindelnase | [N] | 330 | 900 |
| Statische Axialbelastbarkeit | [N] | 550 | 1.300 |
| Statische radiale Nullpunktsteifigkeit an Spindelnase | [N/µm] | 41 | 83 |
| Statische axiale Nullpunktsteifigkeit | [N/µm] | 65 | 120 |
| Statischer Luftverbrauch | [Nl/min] | 50 | 90 |
| Dynamischer Rundlauf am Werkzeug | [µm] | < 0,4 | < 0,3 |
| Rotationstreue (Error-Motion) | [nm] | < 23 | < 28 |
| *) alle Werte bei einem Lagerzuführungsdruck von 20 bar |
Zum Datenblatt

Zum Produktkatalog

Zum Übersicht der ASD-Cx & ASD-H25/A