Why Aerostatic Spindles? At a Glance ....
Lower axial and radial Synchronous and Asynchronous Spindle Errors
The gas inside the bearing gap leads to a natural compensation effect where shaft motion/ rotation is more accurate than the sum of the involved parts’ errors. Thus air bearing spindles allow asynchronous errors in motion of less than 10 nm, whereas roller bearings only allow error motions of 100 nm and more.
Our ASD060H25 has achieved Ra values of less than 3 nm in customer applications. For the user, this means achievable surface finishes of only a few Nanometers Ra, which are crucial for optical components or molds. Please get in touch with us for details.
Higher Spindle Speeds
Shear velocities of 200 m/s or more in journal bearings and 450 m/s or more in thrust bearings are standard in high-speed air bearing spindles. In roller bearings, the roller elements limit the shaft speed. In aerostatic bearing spindles, only centrifugal load and rotor dynamic instabilities set limits and outperform roller bearing spindles by about 2. Thus air bearing spindles offer larger shaft diameters than roller bearings spindles can do.
Therefore our ASD-H25 with HSK-E25 tool interface, for example, can be provided for spindle speeds of up to 100.000 rpm.
High-Speed without Time Limit - reliable and 100% stationary Spindle Operation
High-Speed Applications with machining times of hours to weeks are becoming more and more critical for precision parts with small features or high standards on surface finish. When roller bearing spindles are operated at high speed for a long time, their bearings run dry, become hot and begin to degenerate.
Thermal distortion, dropping accuracies, and even failure are only a few consequences. Aerostatic Spindles are the perfect solution for such an application as they don’t change their thermal or dynamic behavior at all once they’ve warmed through (within minutes) and can be used without any time limit at high speed.
Ramping up and down within one Second
While with roller bearing spindles, the bearing cage limits the time to ramp up and down a spindle, no such limit exists for well-designed aerostatic spindles, and only the maximum motor current defines the ramp times. Our ASD080H25, for example, can ramp up to 80.000 rpm within 1.5 seconds and back down to 0 rpm in the same period.
(Only Printed Circuit Board drilling spindles can show rotor dynamic instabilities when using excessive acceleration times because the bearing gaps need a couple of seconds to warm up and to get smaller)
No Pre-Lubrication Cycle - immediate Spindle Operation
Before a roller bearing spindle can be used, a couple of minutes are required to lubricate the bearings and distribute the grease within the bearing. After the bearing supply air, the chiller and the drive have been switched on. An Aerostatic Spindle can be used right away, even at top speed.
Significantly smaller Axial Shaft Growth
Thermal shaft growth of 50-100 µm is typical for roller bearing spindles. Due to the cartridge design and the highly efficient thin-film liquid cooling of our ASD060H25 (for example), it shows a change in shaft length at the spindle nose of only 3 microns. For most applications, no compensation is required, which means safer and more economical operations.
Modular Design and short Repair Time
Although an Aerostatic Spindle has a comparable ultimate load capacity, a roller bearing spindle’s reaction to overloading it is bearing noise, higher bearing temperatures, and dropping accuracies where a shaft of an air bearing spindle is likely to seize if overloaded. The simple and logical Design of air bearing spindles – especially with Levicron’s modular cartridge system – on the other hand, enables a front bearing exchange within minutes while the spindle can remain in the machine. On the other hand, a roller bearing spindle requires a very time-consuming revision at the spindle manufacturer site.
Oil- and Grease-Free Operation and Non-Contact Motion
No grease, oil, or wear – these facts make Aerostatic Spindle maintenance accessible if used in its specified range and even allow its use in gaseous environments, clean room conditions, or the food industry. For an operation in a gas atmosphere other than air, like CO2, e.g., the gas itself can/should be used as a bearing medium.
No Anti-Static Brushes / Pins
Meanwhile, using hybrid roller bearings with ceramic balls is common to overcome thermal issues and ball wear and increase accuracy and spindle speed. However, such approaches require anti-static devices like brushes to avoid electrical light bow discharge through the tool into the workpiece. Due to the massive area and the small gaps between air bearings and the shaft and the resulting capacitor, no such devices are required for Aerostatic Spindles as electrostatic charges get continuously discharged through the bearing gap (without any light bow).
No axial Restraint System to protect Bearings from Tool Change Loads
Tool changing systems – especially when springs are involved – require several thousands of Newtons to eject a tool. Thus roller bearing spindles are equipped with quite complicated restraint systems to absorb these loads to prevent the bearings from getting damaged. With Aerostatic Spindles, the area of the thrust bearing is so large and flat that the thrust plate of the shaft settles snugly onto the approach with slight contact pressure. Levicron could lower this load by 60% using tool clamping systems with no springs. When ejecting a tool, the dynamic force doesn’t have to overcome the spring load that normally pre-loads and restrains the tool holder in the spindle taper.
Why Aerostatic Spindle Solution from Levicron?
Levicron has consequently applied and improved the points listed above. Besides this, the performance and robustness of our products are the most important design focus in offering industrial high-performance air-bearing spindles to our customers.
The problem is that most air-bearing spindle manufacturers do not have or avoid the high standard in manufacturing required to produce high-performance air bearings. They offer air-bearing spindles with low stiffness and load capacity. On the other hand, we at Levicron use our expertise and knowledge to create a production dedicated to manufacturing air-bearing products and developing robust and high-performance air-bearing spindles. Moreover, the use of springless HSK tool clamping systems removes any issue with springs and improves spindle dynamics and reliability.
Thus Spindles from Levicron are not just modified or derived Printed Circuit Board Drilling Spindles – as usual -but industrial high-performance spindles designed explicitly for precision-, micro-, and ultra-precision CNC milling and grinding.
Air Bearings as a possible replacement for Roller Bearings?
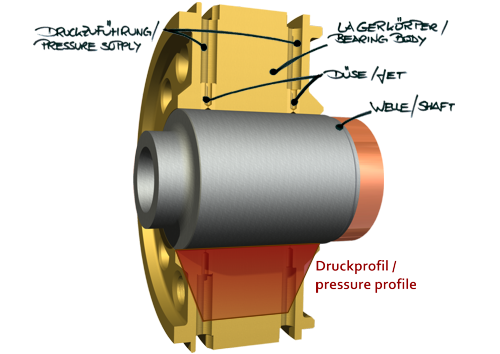
They are true! Even for modern engineers, aerostatic bearings often are unknown, and less load capacity and a lower stiffness are the reasons for the absence of any metal-to-metal contact. But considering the considerable bearing area of an air bearing compared to the tiny Hertzian point contact of a roller bearing, it should become evident that air bearings – if properly designed and optimized – can even compete with roller bearings concerning load capacity and stiffness.
Only at overload can they respond with shaft seizure. On the other hand, swapping bearings take minutes while the spindle can remain on the machine; it usually takes weeks to repair a roller bearing spindle. The air-bearing construction is simple and allows a completely dry operation as there is no need for grease or oil-air lubrication.
Only at overload they can respond with shaft seizure. Where on the other hand swapping bearings just take minutes while the spindle can remain on the machine it normally last weeks to repair a roller bearing spindle. As there is no need for grease or oil-air lubrication the air bearing construction is simple and allows a completely dry operation.